


 首页
首页
山善技术 | Brother外部坐标系开通方法(上篇)
时间:2024-11-08
来源:“山善技术服务“公众号




在现代制造业中,随着客户对工件精度的要求日益提高。兄弟机凭借其卓越的性能和先进的技术,在加工复杂几何形状和精细尺寸工件方面表现出色,为汽车制造、半导体及精密机械等领域的客户提供了理想的解决方案。
在这其中,坐标系的设置在加工过程中起到了至关重要的作用,主要体现在以下两个方面:
● 实现高精度加工的基础
● 精准定位工件和刀具,精确规划加工路径
今天,我们将从坐标系的分类以及用途两个方面为大家展开介绍,希望能帮助大家对坐标系有进一步的认识。
PART 01 坐标系的分类
在机床操作中,坐标系主要分为以下两种:
● 机械坐标系
● 工件坐标系
1)机械坐标系
机械坐标系是在机床上的一个固定位置点,该点作为机床运动的基准原点,简称“机床原点”,以该点建立的坐标系是机械坐标系。
选择机械坐标系(G53)
格式例如:G53 X_Y_Z_
注意:G53是非模态指令,只在指定程序段有效
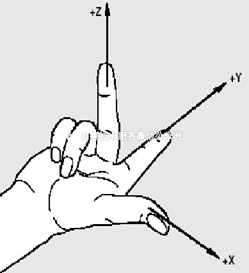
坐标系中的各个轴方向根据国家标准按右手法则确定,通常主轴的轴心方向定义为Z轴。
方法确认:
伸出右手中指与主轴轴线相对
大拇指为X轴方向
食指为Y轴方向
中指为Z轴方向

02)工件坐标系
工件坐标系:加工一个工件时所定义的零点称为工件坐标系,此坐标系可以在机床行程任意位置定义。
工件坐标系可分为三种:
标准坐标系(G54~G59)
扩展坐标系(G54.1 P1~48)
外部坐标系(默认不开通)

PART 02 外部坐标系用途
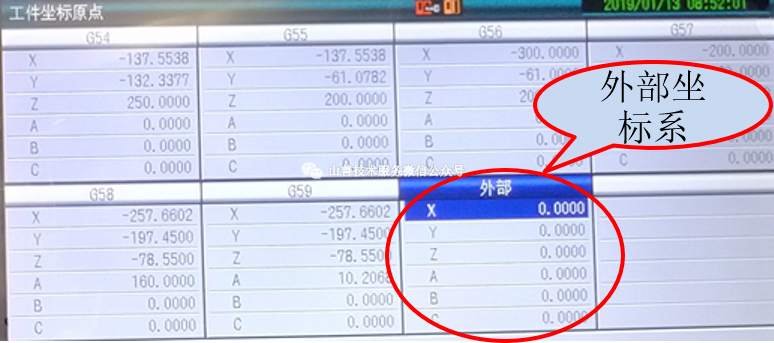
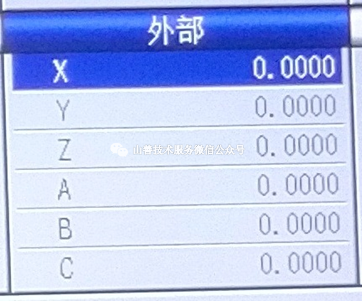
01)外部坐标系作用
外部坐标系作用:在工件坐标原点设置中有一项外部坐标设置,在日常实际工作中经常使用到它(初始状态没有开通),但在加工中用到多个坐标时需要同时对所有的原点进行偏置,这时可以使用这个外部坐标偏置一个数值来完成。
• 当前工件原点偏置的外部工件坐标系信号有效(外部输入/输出信号:EXWORK)开启时(G54~G59 包括扩展工件坐标系),会加上外部工件坐标系的设定值偏置加工坐标原点。
• 当信号关闭时此功能无效,且设定值必须清零
※ 注意:当使用宏程序时有(#5201~#5206 分别对应 X Y Z A B C 轴。)会调用此数值
• 此功能在MDI状态下也有效
※ 请谨慎使用,如使用不当容易造成撞机事故
PART 03 修改外部坐标
使用G10功能修改外部坐标: #5201~#5206
G10功能:可编程数据输入,可以用于在程序执行中途改变坐标系的位置,当宏程序中使用了#5201~#5206宏地址变量,可使用G10功能改变其数值。
※ 注意:当发出附加轴指令(ABC),但未安装选项附加轴时,将出现报警。
例:将外部坐标数据清零
加工坐标的输入格式:G10 L2 P0 X0 Y0 Z0 A0 B0 C0
P0 :外部坐标系
宏变量地址:X Y Z A B C分别对应#5201~#5206
下篇推文中,将详细介绍外部坐标系的开通步骤,其中包括准备工作、连接端口、进入参数界面、开通信号、保存参数和退出等环节,希望可以助您高效且精准地完成相关工作。敬请期待哟~
如果您遇到相关问题需要帮助,请通过【山善技术服务】公众号和我们联系,山善技术团队将为您提供一流的超值服务。