


 首页
首页
刀具的选型-基础篇,一篇文章讲透!
时间:2025-05-28
来源:山善企划




01 选型基础-5大准则与3大信息
① 刀具选型的5大准则:
● 通用性:是否适配多种加工场景?
● 经济性:成本与寿命是否平衡?
● 耐磨性:能否应对高强度加工?
● 高效率:是否缩短加工周期?
● 高品质:能否保证表面精度?
② 选型前需掌握的3大信息
● 被切削材料的特性
● 加工设备的配置信息等
● 零件的尺寸及工艺要求
⭐ 一句话总结:好刀=省钱+省时+省心!
02 材料分类
一起来看看你的工件属于哪一类?
● P类-钢(碳素钢/合金刚)
● M类-不锈钢
● K类-铸铁(灰铸铁/球墨铸铁)
● N类-非铁金属(铝/有色金属/非金属)
● S类-难削材(钛合金/耐热合金)
● H类-高硬度材料(淬硬钢/冷硬铸铁)
金属陶瓷
京瓷以其金属陶瓷在业界闻名。金属陶瓷(CERMET)为陶瓷(CERAMIC)与金属(METAL)的合成语。区别于硬质合金的硬质成分属于WC(碳化钨)系,金属陶瓷以Ti系碳化物、氮化物为主要成分,也被称为Ti系硬质合金。了解被切削材料的分类后,那么接下来我们来一起认识一下切削工具的材质吧!
PVD涂层金属陶瓷(MEGACOAT/MEGACOAT NANO 金属陶瓷
通过在金属陶瓷母材表面施行PVD法(物理涂层法),覆膜耐磨损·耐粘着性高的薄膜涂层一般而言与CVD法(化学涂层法)相比由于处理温度低,具有涂层引起的劣化层少,抗折力又不降低的特征。
硬质合金
硬质合金因其良好的机械特性被广泛运用。
京瓷除有色金属加工用·铸铁加工用KW10、GW05、GW15、GW25外,还有作为特殊用途的超微粒子硬质合金·耐磨损零件用硬质合金等各种硬质合金。
特征:
· KW10:硬度、韧性(强度)高、铸铁加工时的耐磨损性良好
· GW05、GW15、GW25:锋利度以及热传导性好,适用于铸铁、有色金属及非金属的加工
· SW系列:适用于钛、钛合金的加工
PCD
因优异的耐磨损性,在非铁金属和非金属加工中实现了刀具的长寿命化、高速、高效率化、高精度化。住友金刚石是1978年根据本公司独特的技术开发的金刚石粉末烧结而成的金刚石烧结体。住友金刚石因其优异的耐磨损性,在铝合金、铜合金、镁合金、锌合金等非铁金属和非金属等的加工中,发挥了刀具的长寿命化、高速化、高效率化性能。
无粘合剂住友金刚石将纳米多品金刚石用于切刃,发挥优异的耐磨损性、耐崩损性。尤其在硬质合金等硬脆材料的加工中,实现了凌驾于以往金刚石烧结体之上的长寿命和高加工精度。
CBN
通过高硬度和耐热性实现了淬火钢和高硬度铸铁的切削加工另外在灰口铸铁的高速精加工中实现了长寿命化。1977年本公司在日本率先成功开发的“住友CBN”、带特殊陶瓷涂层的“涂层住友CBN”,以及新增的不含结合材直接结合CBN粒子的“无粘合剂住友CBN",形成了新的产品线。
陶瓷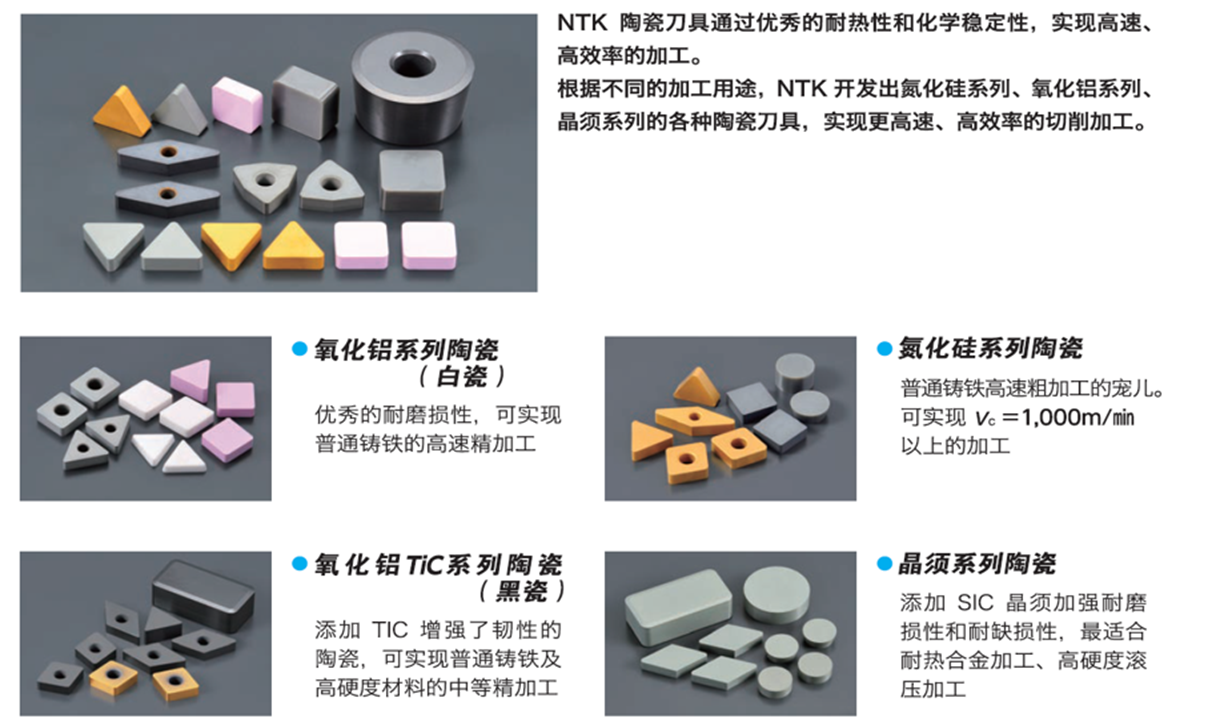
单体金刚石
住友单晶金刚石是世界上最先成功地应用于工业化的大型合成金刚石单品体。住友单晶金刚石是在严格的品质管理下制造的,能确保品质稳定,适用工业材料加工。
高速钢
是一种含钨(W)钼(Mo)铬(Cr)钒(V)等合金元素的工具钢,高速钢的工艺性能好,具有高硬度、高耐磨性和高耐磨性,韧度和强度配合好、价格便宜,随着各种新材料的出现,高速钢切削工具依然占有着重要地位。
涂层
CVD(化学气相沉积):在800-1000℃对母材表面覆膜厚度5-20um的涂层,用于提升耐磨性和高温稳定性,适用于高负荷加工环境。
PVD(物理气相沉积):在200-500℃对母材 表面覆膜厚度0.1-5um的涂层,用于提升耐磨性,由于膜厚较薄、表面光滑,适用精密加工。
03 关键技术-断屑槽与设备适配
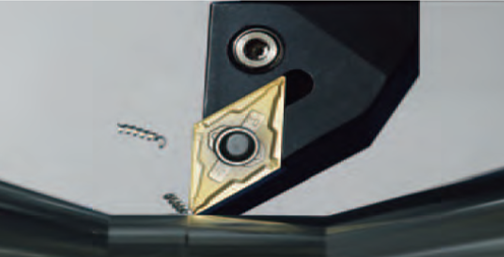
断屑槽介绍:排屑槽也叫断屑槽,它的作用是折断切屑、不产生缠绕,控制切屑流出方向,保持加工表面精度,降低切削抗力,延长刀具使用寿命,选择断屑槽时需要根据加工工艺要求和被切削材料来选择最适用的。
断屑槽选择基准(负角刀片)
■钢用 3维断屑槽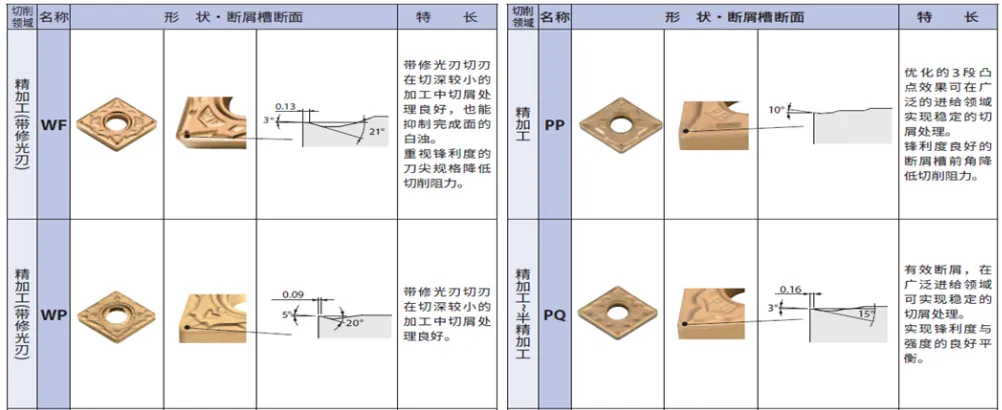
■ 断屑槽适用范围(切深为半径直(径向切深))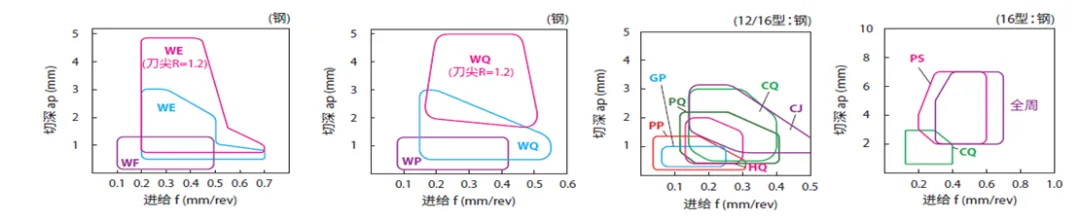
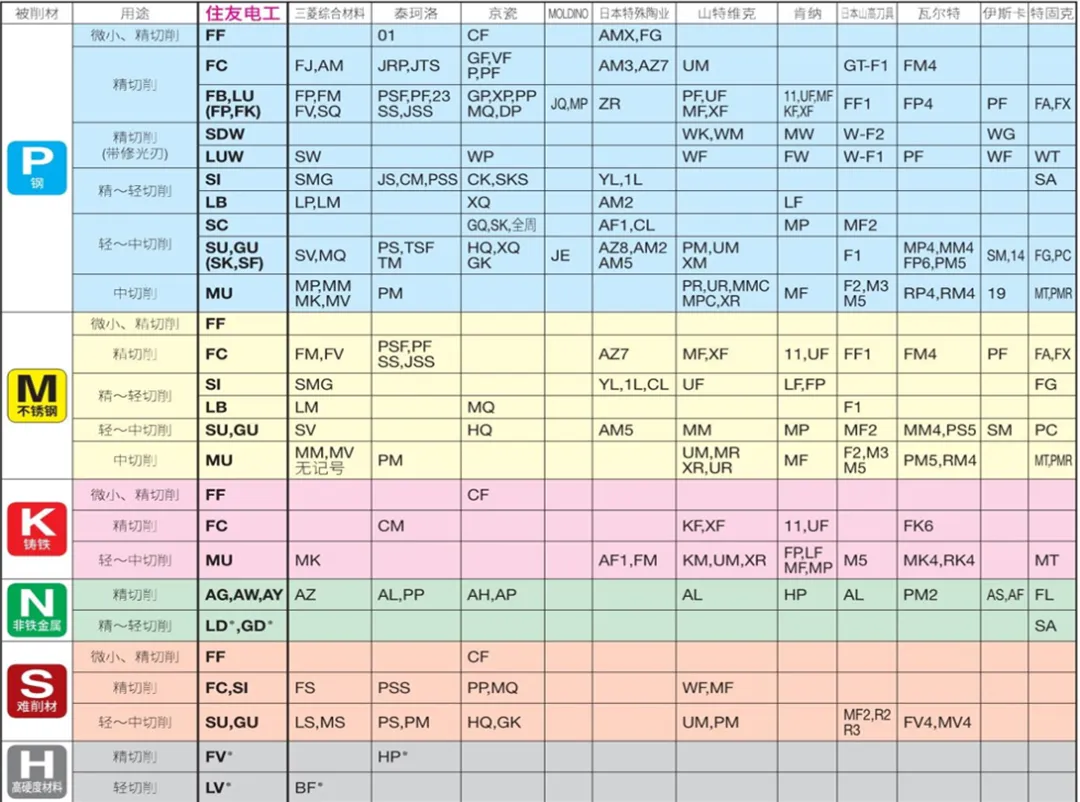
04 各公司刀片断屑槽记号对照表
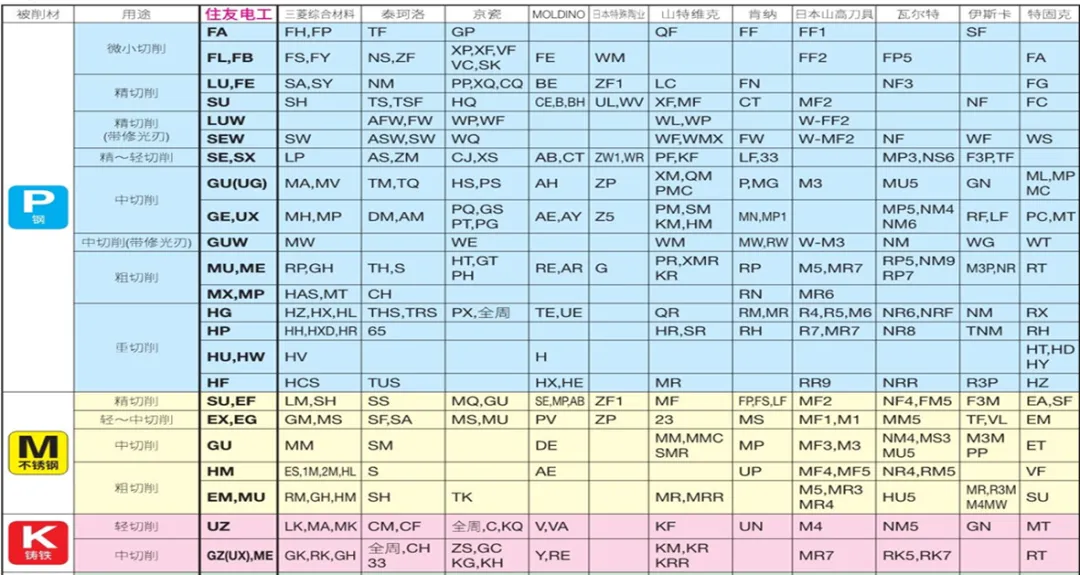
我们知道以上知识后还需要根据工艺要求了解所使用的设备及接口方式、刀具搭载、刀具承重、CTS等相关信息,确认刀具的几何参数、切削条件选择适合的切削工具。
【实战利器推荐】
理论需匹配实践,效率更依赖利器!
山善为您提供:设备+刀具,一站式高效解决方案,精确适配您的加工需求。小伙伴们,如有机床和刀具选型需求,欢迎联络山善咨询。
✔ 推荐精密机床
● BROTHER加工中心
● CITIZEN CNC自动车床
