


 首页
首页
山善技术 | Brother机床追加气密检测及报警功能
时间:2025-03-03
来源:“山善技术服务”公众号




加工前,如果工件安装不到位、夹具夹紧力度不足,或者在加工过程中因刀具损坏导致切削力过大,进而使工件移位,这些情况都容易引发撞机事故。
为了避免这类问题,可以采用多种方法,其中追加夹具气密检测是一种更为可靠且故障率较低的方式。下面,小编将以BROTHER C系统机台为例,为您详细讲解。
步骤一
安装气密装置。
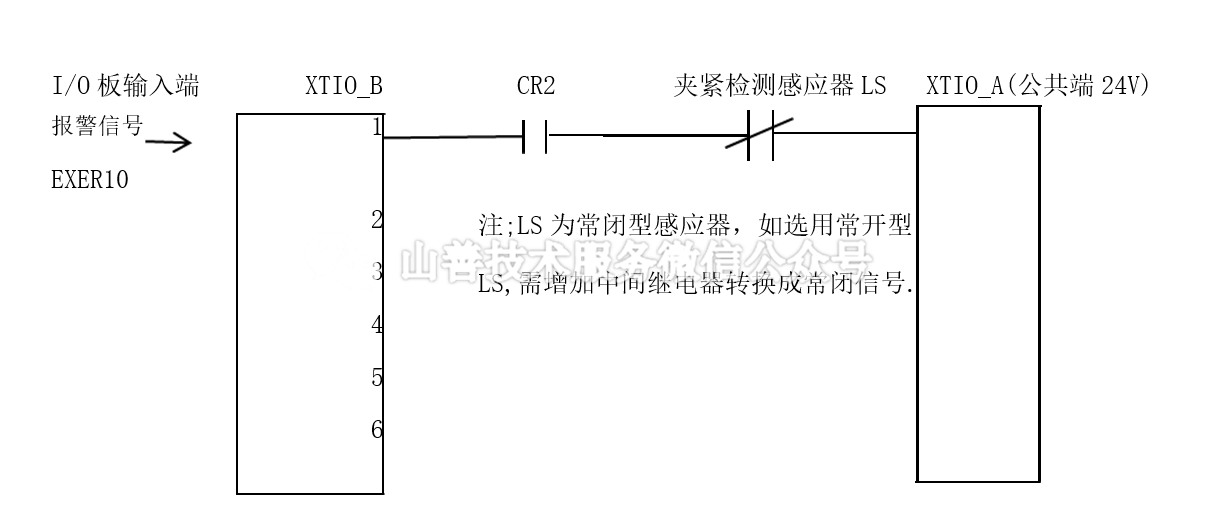
1. 气密检测开关信号线连接至I/O板的输入端口时(应注意:标准I/O板输入端为PNP型,扩展I/O板输入端为NPN型,气密检测开关型号应与其匹配才能直接对接,否之需通过中间继电器转接)。
2. 连接气密气源,气密检测开关进气端气压调整为0.1Kg左右,输出端连接至夹具气密入口。
步骤二
打开机床IO端口设置输入输出。
步骤三
1. 设定气密检测开关压力信号。
2. 设置气密输入端口信号000【例如16:(EXER10)】。
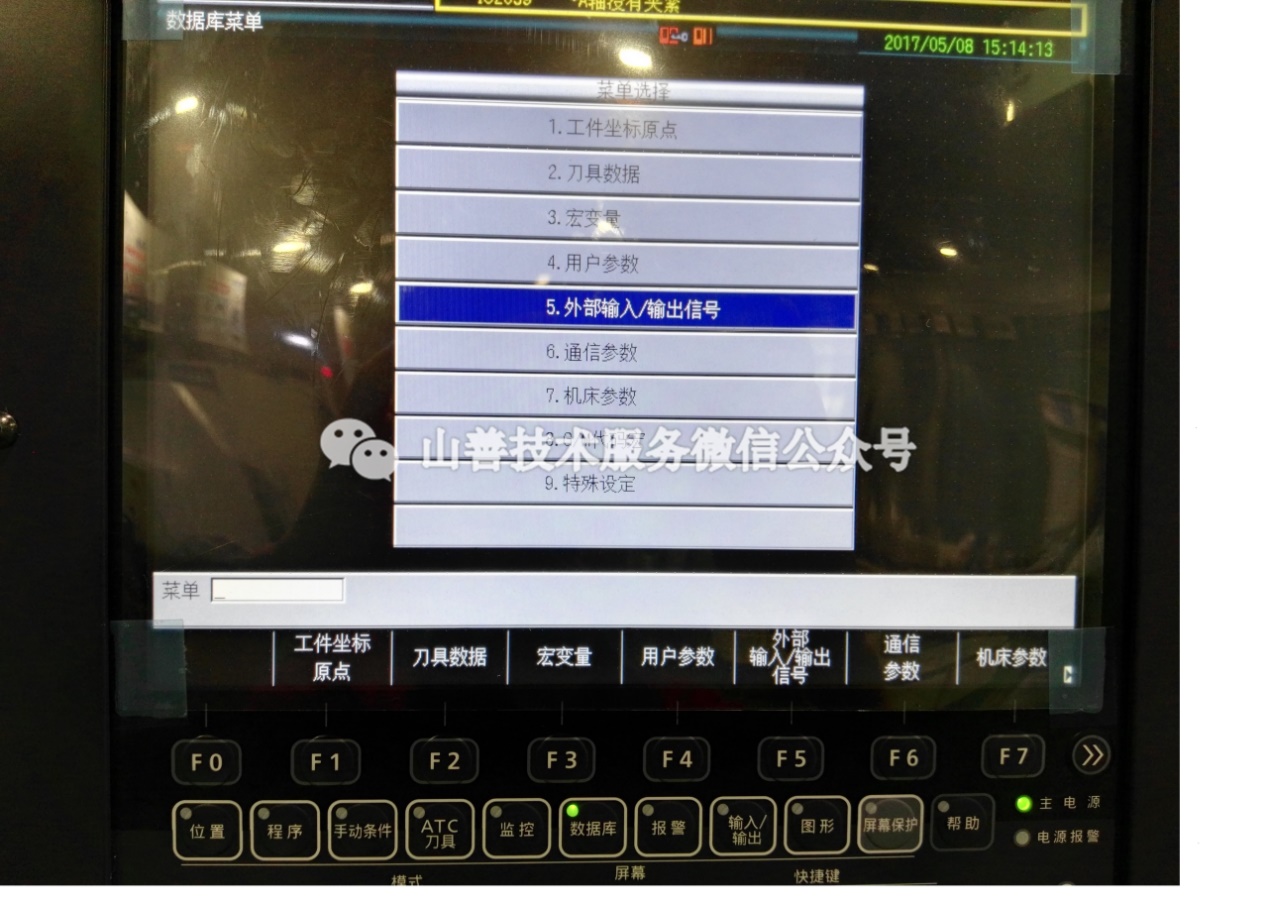
3. 设置气密外部报警信息。按【数据库】键,菜单中选择第五项。
步骤四
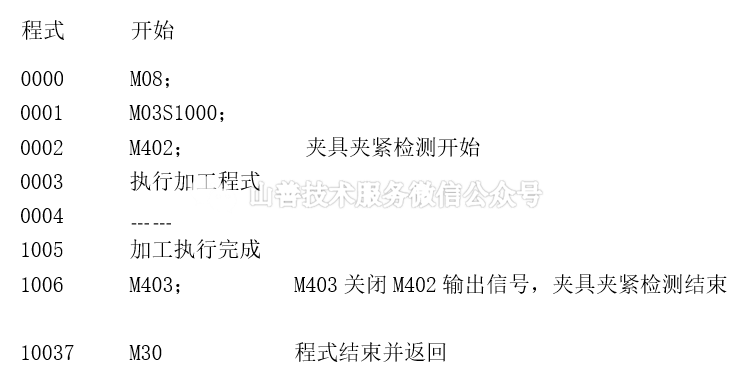
在加工程式中添加气密检测用M代码。
步骤五
1. 在夹具上安装工件,执行加工程式,测试气密检测功能。
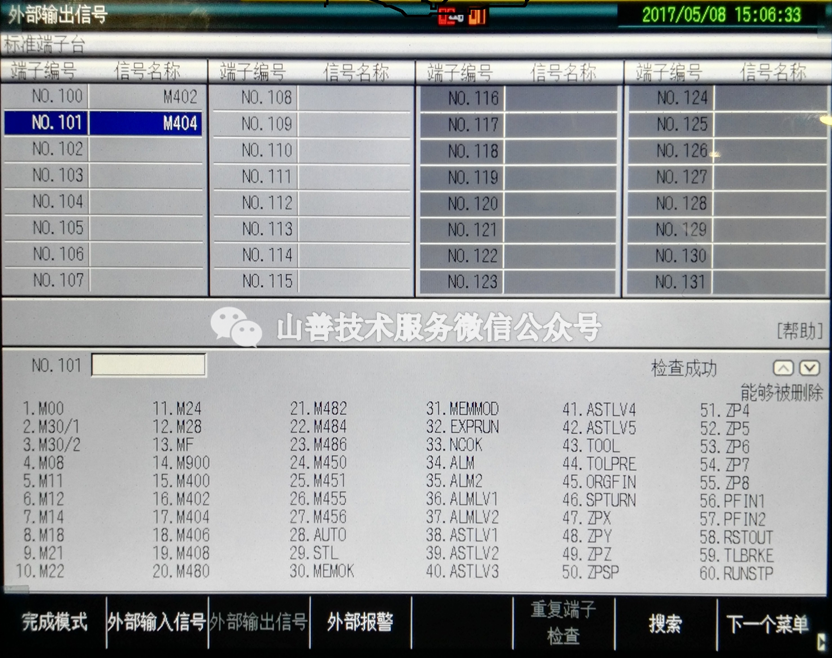
2. 进入外部输出信号画面设置M代码,如下图:
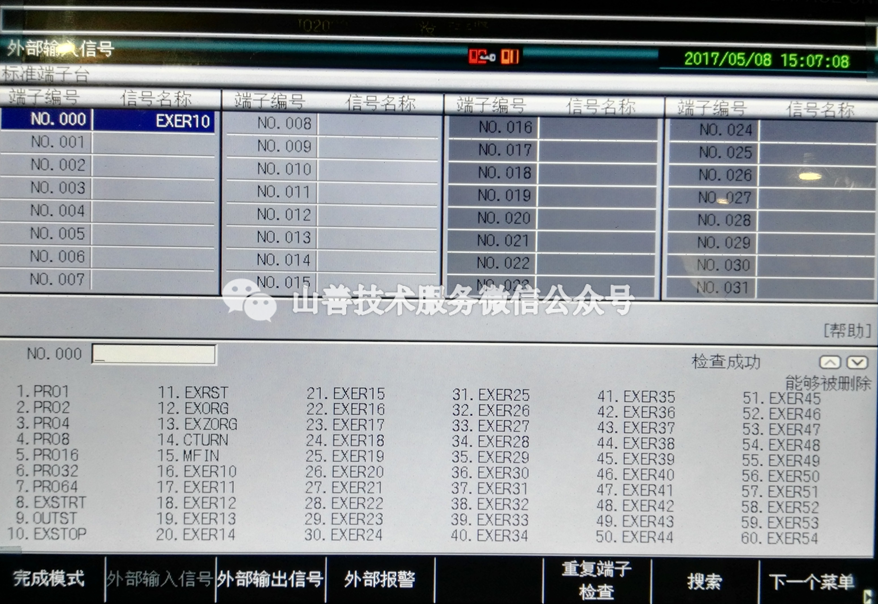
3. 在外部输入信号画面设置报警代码,如下图:

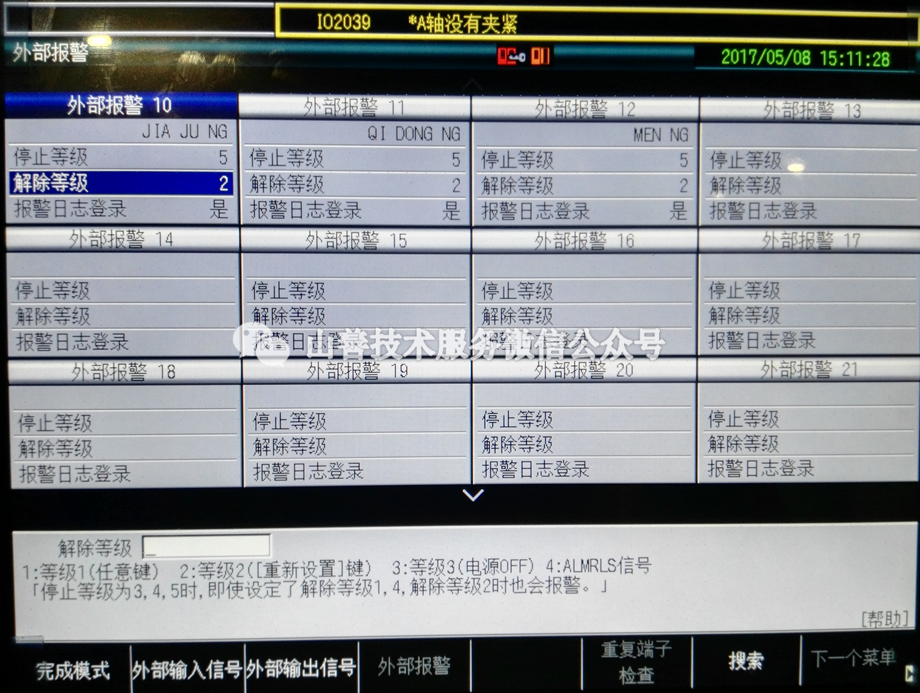
4. 在外部报警画面设置报警信息、报警等级、解除等级、报警日志设为“是”。如下图:
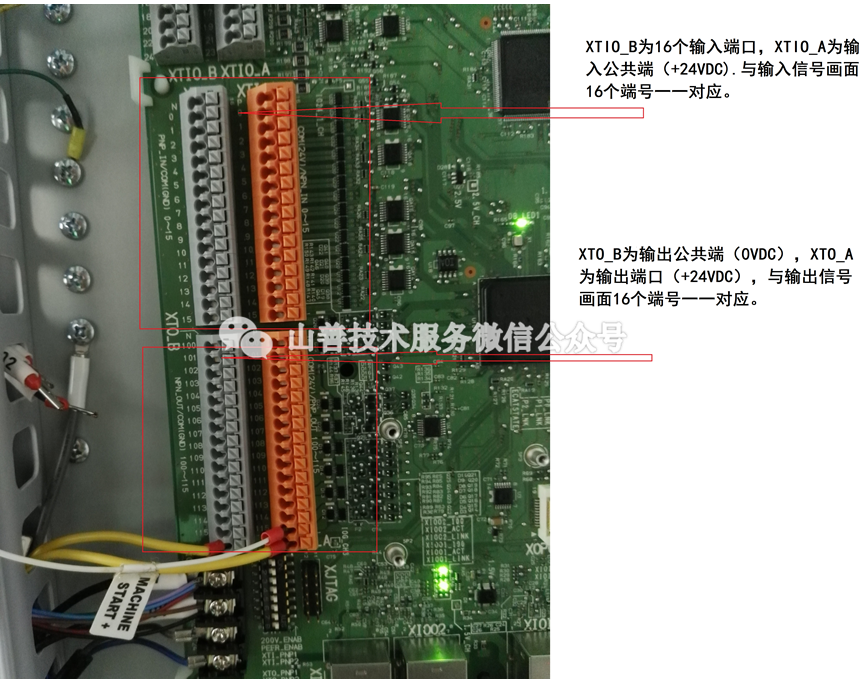
各信号设置完成后,再来了解一下机床的外部输入/输出端口,打开机床电箱门,在电箱内部左侧有块I/O板,I/O板上分别有16个输入/输出端口,用来连接外部输入/输出控制信号,如下图:
步骤六
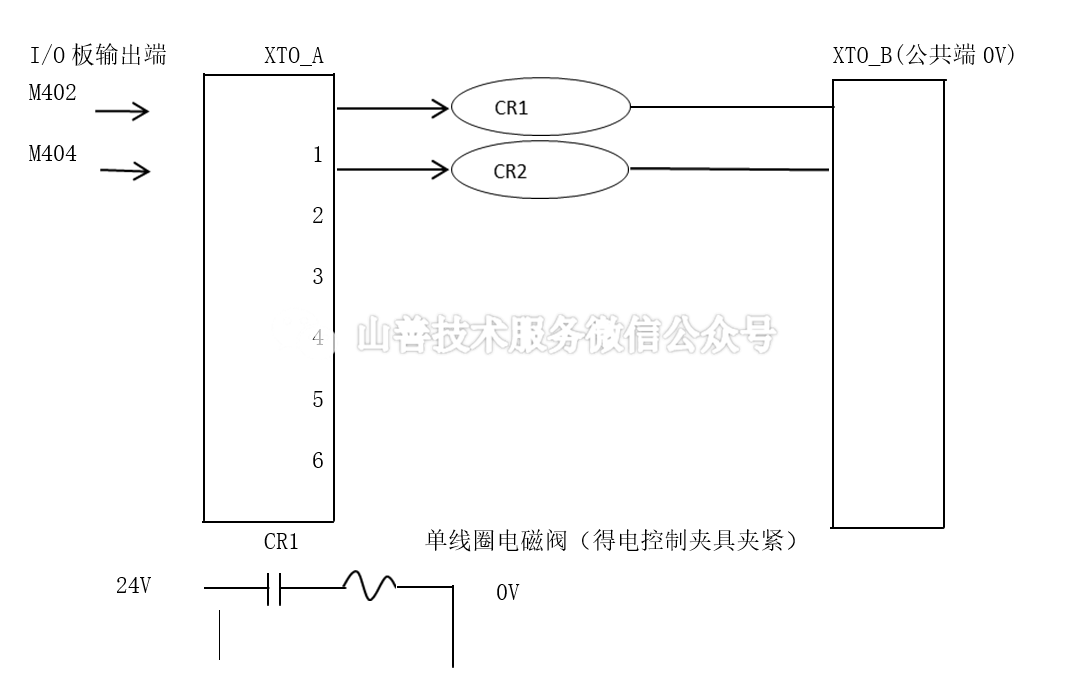
连接夹具自动控制电路。
步骤七
在加工程式中添加M代码。
BROTHER C系统为例机床追加气密检测及报警功能方法到这里就结束啦,小伙伴们有没有学会呢?希望这篇文章能给你带来帮助与启发,我们下期再见~
山善凭借广泛的产品线阵容以及专业的技术服务能力专注于服务用户。致力于成为制造业最优质的综合解决方案服务商。
如果您有相关问题需要咨询,请通过【山善技术服务】公众号和我们联系。
-END-